Dosage Formulation Development and Analysis (dFDA).
Formulation Development and Dosage Analysis for Pharmaceutical Drug Products
At our company, we understand the importance of developing and analyzing dosage formulations in the pharmaceutical drug product development process to ensure the final products meet the necessary standards of safety, efficacy, and quality. Our team of experts specializes in developing ingestible and topical products such as softgel capsules, liquid-filled hard shell gelatin and vegetable capsules, orally dissolving tablets, and transdermal drug products.
Pre-Formulation and Formulation Development
We offer pre-formulation and stable formulation development services for drug products, utilizing Design of Experiment (DOE) techniques to optimize and scale-up formulation processes. Our team also conducts formulation process validation and technology transfer to ensure a smooth transition to production.
Drug Product Dosage Quality Analysis and Evaluation
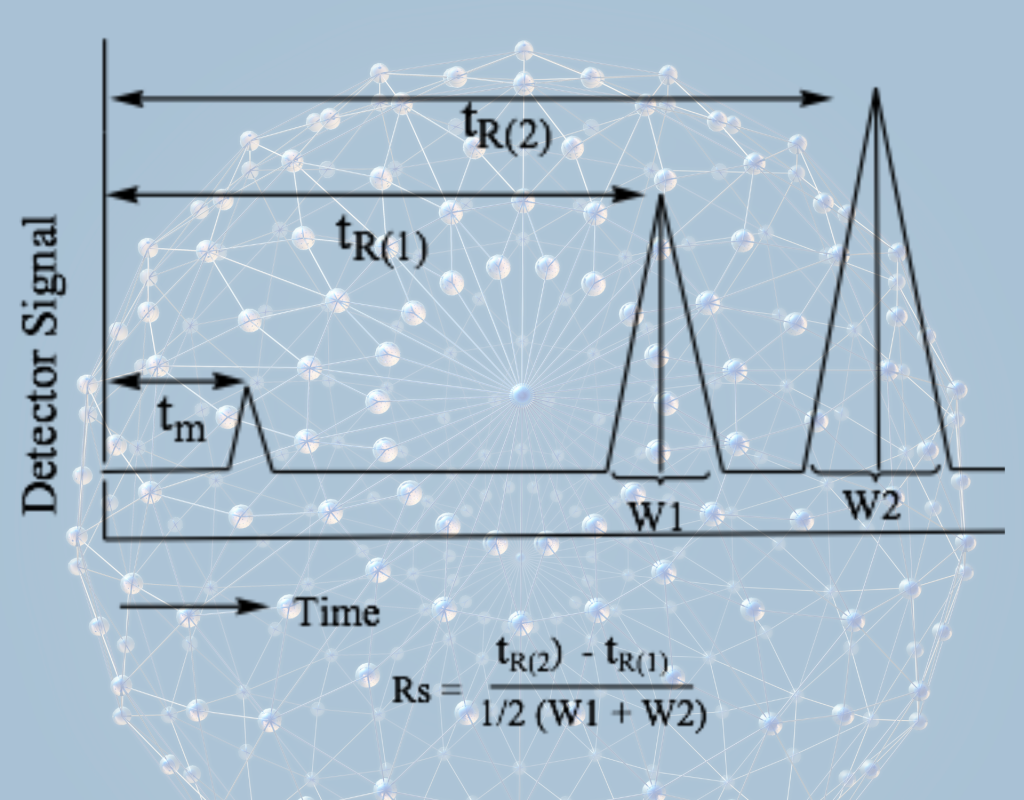
We conduct quality analysis of drug products using liquid chromatographic methods to identify drug substance and degradation products arising from hydrolysis, thermal and oxidative decomposition. Our team conducts HPLC method development to separate the active ingredient from related substances and degraded products using appropriate columns, mobile phases, and detectors.
We also specialize in identifying and resolving quality issues related to softgel capsules, such as leaking and slow dissolution, which can lead to low bioavailability.
Natural Health Products (NHP) Development Services
Our company offers services for the development of nutraceutical and phyto drug products, which are natural health products derived from marine and terrestrial plants and herbs that offer a range of therapeutic properties. We provide services to identify the right bioactive compounds in these products and develop dosage forms such as tablets, hard shell capsules, softgel capsules, creams, and liquids to deliver the best possible treatment for symptoms.
Technical Services for Pilot Scale Manufacturing Operational Set-ups
We are Expert Scientific and Technical Consultancy for Organic Reaction Process Facilities
Our consultancy services cover all aspects of setting up and managing Organic Reaction Process facilities, from GLP lab set-up to GMP pilot plant facilities. Our team of experts will work with you to identify your specific needs and recommend the appropriate equipment for your Active Pharmaceutical Ingredients (API) manufacturing process.
GLP Lab Set-up and GMP Pilot Plant Set-up
We offer consultancy services for setting up GLP labs and GMP pilot plants to ensure compliance with regulatory requirements. Our team of experts will work with you to design and implement a facility that meets your needs and complies with all regulatory requirements.
Multi-Product API Manufacturing Plants
Our Organic Reaction Process experts can help you identify if setting up a multi-product API manufacturing plant is feasible for your needs. This can help you manufacture multiple API products in one facility, which can lead to increased efficiency and cost savings.
Technical Consultancy Services for Managing Toxic and Explosive Chemicals
Managing toxic and explosive chemicals is a crucial aspect of Organic Reaction Process facilities. Our team of experts provides technical consultancy and training services for safe handling, storage, and disposal of these chemicals. We ensure that all necessary precautions are taken to ensure the safety of your employees and the environment.